



发布时间:2024-07-01 04:41:08 浏览次数:1 公司名称:[金华]扬禹水工机械有限公司
| 最小起订 | 1 |
|---|---|
| 是否厂家 | 厂家 |
| 产品材质 | 铸铁 |
| 发货城市 | 衡水 |
| 加工定制 | 加工定制 |
| 品牌 | 扬禹 |
| 主体材质 | 铸铁 |
| 密封形式 | 硬密封型 |
| 连接形式 | 手电启闭机 |
| 用途 | 止水 |







根据我们的日常使用情况来看,铸铁闸门的使用量还是非常大的。因为它特有的优势,使得在各种水利领域都被大范围的使用。我们又根据栅极结构的组合不同,把栅极分成整体式和组装式两种,一般情况下尺寸较小的都制作成整体式的,如果遇到运输困难、安装不方便的情况下,也可以制作成手动即可完成安装的类型闸门,通常组装中等大小或更大的门。在铸铁闸门施工过程中,我们如何保持安全操作呢?1.在调整装配铸铁闸门之前,我们应检查钢丝绳、离合器、驱动滑轮、制动器、安全棘轮等,从而可以确保整体的安全性和可靠性。同时钢丝绳少要在卷筒上缠绕三圈以上。在操作的过程中,严禁任何人通过正在工作的钢丝绳,以防止出现事故。2.在启闭机工作时,除了使用制动机器之外,我们还要使用棘轮保险卡。在离开岗位时一定要将机器停止工作。3.施工单位应将启闭机结构安装在视野开阔、地势平坦的地面上,同时将整体结构固定牢固。启闭机的中心线应与导向轮的中心线垂直对准,起重机与导向轮的距离应不小于15米。4.当指挥员的信号处于未知状态或者有危险发生时,我们一定要立即停止工作,并在情况解决完成之后再开始工作。如果铸铁闸门在操作过程中突然停电,我们应立即打开制动系统,并将闸门缓慢的放下。
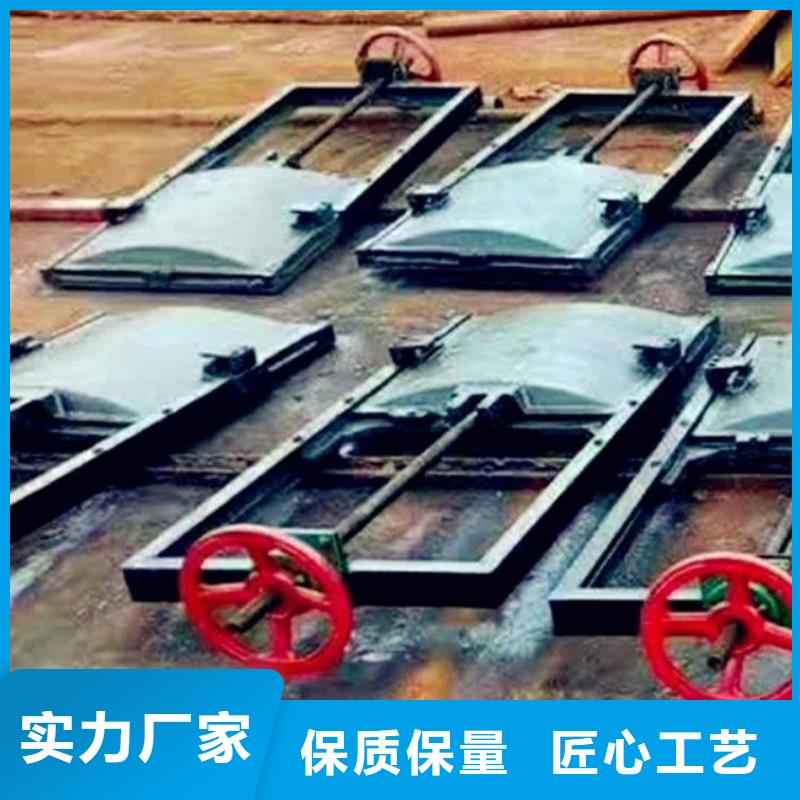
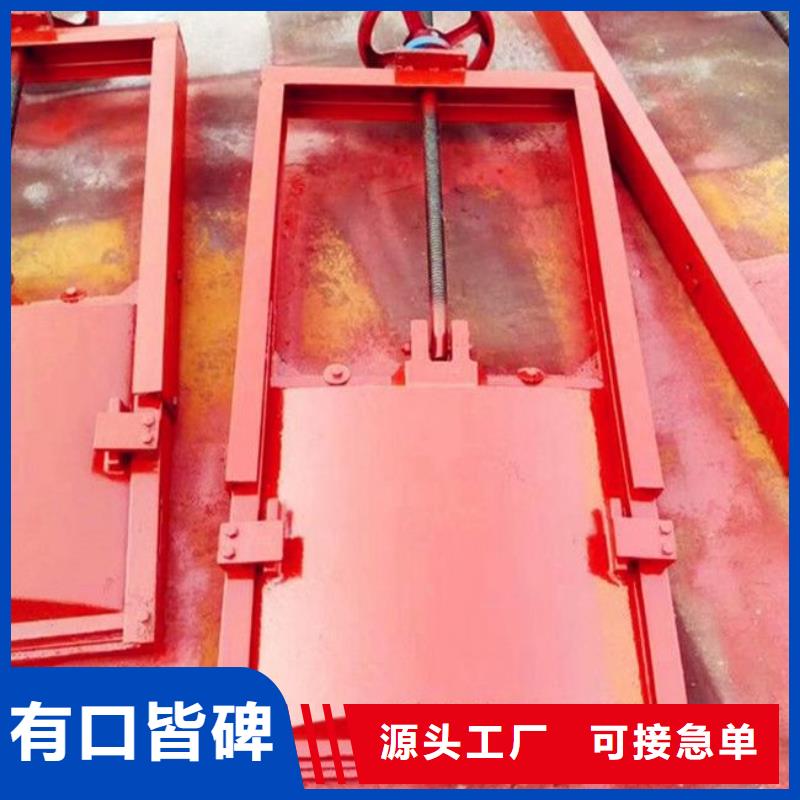
闸门产品主要由闸框闸板、吊座及紧闭斜铁等零部件组成,为克服容易锈蚀的缺点闸框、闸板全采用球墨铸铁生产,其中闸框又由上横梁下横梁、左直梁、右直梁组成,为了制造、
运输、安装方便闸板一般根据其大小或高度情况由上下几部分拼装组成。
双向止水铸铁闸门是直接承受水压力的挡水构件闸框是闸板四周的支承构件,同时也是闸板上下运动的滑道滑道以外部分镶嵌于闸墩及闸底的二期混凝土中将闸板所承受的水压力均匀地传递到闸墩及闸室底部,闸框迎水面四周与闸板框四周背水面接触处经机械精制、加工,刨光后平直光滑、贴合严密使结合面、止水面与运动滑道合三为一。
铸铁闸门在启闭机操作下启闭运行操作时,在水压力和紧闭斜铁的双重作用下,闸板运行使闸板与闸框滑道紧密贴合从而达到有效止水

不锈钢闸门传动装置的设计为了便于操作,一般可以采用直流传动,如不便于安装保护的主泵转子式外动膨胀螺母,直流二进制电磁阀,拉杆分泵旋门,交流二进制转换器,直流线圈等。电动闸门的一般要求是耐磨性能良好、不易堵塞、不容易损坏。或是容易养护,保持不变动。 当干涸的灌溉管道被严重冲刷后,井水则便会上浮,进而下泄到雨水管道内,形成的浮渣。 根据现场实际情况,是否有一台装有计算机的手动圆形闸门停机?经过现场实际操作后,您对该闸门有何实际行动?现按手动、提升及正常停机的要求制定施工方案。由于闸门制作不同类型,自身结构和受力分析不同,您应选用水平木方或不等宽的木方来封闭闸门,加大闸门的进料口面积,加大闸门的垂直度。 不锈钢闸门价格-品质保证 电动闸门又可以分为:固定型、装置型、变送器型。固定型电动闸门按在闸门上的形状和控制方式分为:斜闸门(手动或半手动)、电动闸门(手动或人力电动闸门)和液力闸门,变送器型电动闸门以液力关系为主。电动闸门的优点是:安装简单、稳定,起吊时变送器回路中不漏气;方便操作,维修、检查及可靠性大;控制灵活,调节方便,及时加工。 
铸铁闸门各工序间的时间间隔
喷砂除锈后,钢材表面应尽快喷锌,一般控制在2h内,气象条件好时,也不宜超过8h。喷锌检查合格后,应立即进行涂漆封闭, 在锌层尚有余温时即涂装 遍防锈漆,以后各遍涂层必须在前一层全干透后方可进行,以免产生皱皮现象,通常干燥时间为6h,应按涂料说明书进行。
3.4喷涂距离与角度
喷砂喷射距离宜为150-300mm,喷射角度以45-80度为宜,这样可以边打边吹,避免直射时因砂粒反射引起相互撞击。喷锌喷镀距离为150-200mm,喷距过小,镀层温度增高,冷却收缩易引起翘皮和脱落;喷距过大,影响锌粒喷射动能,引起镀层结构疏松,孔隙增加,降低附着力。喷射角度(喷束中心线与工作面垂线夹角)控制在25度左右,这样既可减少锌粒互相碰撞,又可防止其滑冲与飞散,从而得到紧密、牢固的镀层。涂漆喷射角度应垂直,距离以150-250mm为宜,距离增大,漆雾喷射力量减少,易飞散,影响漆膜附着力;距离减小,易使漆液集中,形成桔皮流挂。
3.5涂层遍数与厚度
一般喷锌、喷防锈漆、喷面漆均分两遍完成,喷锌 遍完成总量的70-80%,第二遍完成20-30%,喷漆两遍各完成总量的一半。每遍喷涂应有一定重叠量,两遍喷涂喷束应垂直交叉覆盖。
